The workflow of your orders and the production processes






The design office transforms your drawings of finished parts into drawings of as-forged parts.
All your parts are reproduced in 3D using Solidworks™ so that they can be manufactured in the forging process. Our design office checks several technical points, including dimensional tolerances, form tolerances, radii, drafts, positioning of the parting line, etc.
Once you have validated the forging drawings, the design office uses the CAE system to finalise the creation of the metal parts by creating the forging and trimming tools. It creates a 3D simulation of the machining path of each tool to ensure the optimum visual appearance of the parts after forging.

The rules for designing a forging tool are not limited to a single forming cavity in a die. Various studies are necessary in order to :
The project manager is responsible for your project from beginning to end, from the design of your forged part right through to its series production.
There are 5 people in the design office. All the members of the team are trained in the use of design and machining software and have technical qualifications. They all have at least 5 years’ professional experience working in a design office and using CAE in an industrial environment.
These are general rules governing tool design. They are defined in-house by the technical teams and represent the company’s experience gained over 35 years in the industry.
They are a mixture of traditional forging rules and FORGINAL industrie‘s own specialist skills.

FORGINAL industrie
I am the manager of the design office which is responsible for making parts, from their computer-aided design through to their series production. I like what I do because it is one of those rare jobs where you go from a simple "lump of metal" to a finished part which requires a high degree of precision.

Following a full analysis, the Methods Department determines the manufacturing process for each of your parts.
It defines the appropriate production facilities, and details the subcontracted operations and the tests to be carried out during and after production.
Series production is always preceded by forging trials to validate the process defined by the process planners. Their specialist experience and their constant interaction with all the other teams in the company ensure that the production processes are optimised.
This is made up of 2 people with technical and mechanical training. They have over 20 years’ experience in forging.

FORGINAL industrie
I like being able to track all the parts we make at FORGINAL industrie. The methods department is always involved from the very start of projects: we establish the technical rules so that the part is produced in accordance with best practices, both now and in the future. We have to have a good knowledge of the inner workings of the company and we work closely with all the company's departments.
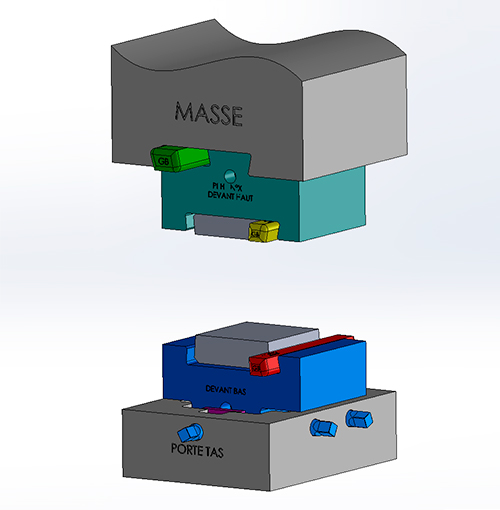
The Design Office sends the CAE drawings and data to the Tooling Department for it to create the machining programmes. Several tool assemblies are required to make your forged parts :

Parts of the tool in which there is generally a rough forging and a finished forging. This is the part in which your parts are forged. These inserts are mounted directly on our drop hammers.

These are used to cut off the flash (the part of the material remaining around the part after forging).

Depending on the shape of the part and the various requirements of your projects, we machine various additional items, such as machining fixtures, inspection gauges, bending tools or marking dies, etc.
And at FORGINAL industrie we go even further to optimise our production tools:
We manufacture our own insert holders, tool carriers and weights in-house, which are fitted and maintained by our own specialist personnel.
1/ Creation of the machining programmes
2/ Machining of the blocks of raw materials (it can take up to 30 hours to machine an insert)
3/ Testing of each component subassembly of the final tool
4/ Assembly and mounting of tooling
5/ Forging, trimming and sizing trials

This is made up of 10 people with mechanical engineering/machining qualifications. They all have at least 15 years’ professional experience, most of them at FORGINAL industrie.

FORGINAL industrie
At FORGINAL, I am in charge of implementing and monitoring internal audits, quality procedures, and continuous improvement in the tooling department and in the design office. I am also a member of the company's committee for health and safety at work. Although the atmosphere can sometimes be a big rough and ready in this very male environment, I like the frank, direct approach. When we work together, we make progress together.

All hot forging operations are precisely defined by the manufacturing process defined by the methods department.
The recommended process and production tools are tailored specifically to your specifications.
FORGINAL industrie applies its know-how to innovation. This commitment has enabled it to develop very high quality forging :


This is made up of 14 people including 2 team leaders and one forge manager. The average forging experience of the staff is 10 years.

FORGINAL industrie
I started working in forging when I was 18, because there were a lot of forges in the area. At the beginning I didn't know anything about the job. But I do now, having worked in the field for more than 20 years. I've never changed. I joined FORGINAL 15 years ago. I knew people there and they suggested I came. I work to earn a living, like everyone, but I like forging.

We use a trimming tool to remove any residual flash created during drop forging. Cold trimming is for small parts which cannot be trimmed while hot due to a risk of deformation or of creating incipient breaking points when the part is cooled. This trimming also avoids any risk of burrs and is cleaner, especially for very thin parting lines.

This is used to refine the thickness or shape tolerances of a part.
Sizing is a cold operation, carried out using a complete tool (which takes the total shape of the part) or a partial tool (just for sizing a sensitive part).
Sizing causes cold working, which increases the surface hardness of the metal part.
There are several options for marking parts :


FORGINAL industrie can create assemblies on sets of parts, as you require. Our teams have bending or pressure machines for any type of finish. We can also offer you specific packaging on request (individual protection of parts, packages by weight, etc.). Please feel free to request a quotation.
FORGINAL industrie has been working in partnership with a number of machining companies for many years, so that we can give you the finish you need.
Our subcontractors are listed and inspected annually to validate the quality of their services from all aspects (technical, quality, price, logistics, etc.)
Our partners are located in the immediate vicinity of FORGINAL industrie, which greatly simplifies contact and means that the production lead time is not affected.

5 people including 1 foreman. Click on the link above to see the photos of our teams and details of their experience.

FORGINAL INDUSTRIE
"I am responsible for all the production machines. There are a lot of maintenance levels, involving both prevention and repair. You have to be able to adapt to each machine we have and know them by heart. But you still learn something new every day! I am in touch with all the guys on the ground, and also in direct contact with the boss.
Each testing programme is defined after a risk analysis: according to the end use of the part, your requirements and past manufacturing at FORGINAL industrie.
The testing programme is formalised in the context of a quality assurance plan. This plan is submitted to the customer for validation for each part. Any significant modification of the production and/or testing process is also systematically submitted to the customer.
We carry out numerous tests on your parts and we adapt them to your specifications for each part. The main tests we carry out are listed below :



The critical dimensions of your parts are checked throughout the manufacturing process, to prevent any deviation. The functional measurements are checked prior to dispatch, against your drawing and specifications.
The testing programme that is devised takes account of the requirements of your drawings and specifications, to ensure the parts comply fully with your expectations.
A variety of tools are used for these tests (callipers, profile projectors, gauges, and manual and automatic 3D machines).
This is carried out on 100% of the surface of the parts by staff with COFREND (French confederation for non-destructive testing) level 2 qualifications. The quantity of parts tested is defined by the customer. By default, 5 parts are controlled per production batch.
The tests are carried out in accordance with standards NF EN 10228-2 and ISO 3452-1 with sensitivity level S3 products. The dye penetrant inspection line is an SREM line specifically for final NDT (non-destructive testing).
Technique: The parts are dipped in a red penetrant liquid, and then a powder developer is applied to their surface. The developer absorbs the penetrant, and reveals any surface defects under white light
This is carried out on 100% of the surface of the parts by staff with COFREND (French confederation for non-destructive testing) level 2 qualifications. The quantity of parts tested is defined by the customer. By default, 5 parts are controlled per production batch.
The tests are carried out in accordance with standard NF EN 10228-2 with sensitivity level S3 products, from the same standard.
This test can only be carried out on magnetic parts, which excludes all parts made of titanium, stainless steel and specific grades such as Duplexes, Monels, Hastelloy, etc.
Technique: The parts are sprayed with a product containing fluorescent particles and then subjected to a magnetic field. The particles are attracted to any surface defects, which can be seen under UV light.
FORGINAL industrie has a comprehensive list of approved subcontractors for carrying out your additional tests.
All our subcontractors are COFRAC (French accreditation body) accredited. They can carry out tensile testing in accordance with ASTM E8/E8M or ISO 6892-1.
Full traceability is assured, and the service provided is controlled using precise specifications. Other tests can be carried out on request, according to our customers’ specific requirements.


We can offer various types of packaging, to meet your logistics and storage requirements as closely as possible. We can offer the following options :
For economic reasons, we offer pallet boxes as “standard” packaging.
But we are of course happy to consider any option that would be most suitable for you. Please feel free to tell us what you need. (Individual protection of parts, packages by weight, etc.)
FORGINAL industrie chooses its transport partners with care and assesses their logistics performance annually. We only work with European transport specialists. Pick-ups are made daily to ensure just-in-time deliveries to our customers.

This is made up of 8 people, 2 of whom are COFREND (French confederation for non-destructive testing) level 2 qualified dye penetrant inspection and magnetic particle testers. The average experience of the team is over 15 years. It is a multi-skilled team, which is a real strength.

FORGINAL industrie
I got into forging by chance, but since I've been here I've done loads of training courses for the job. I love it. I was trained by my "older" colleagues. When they retire, I hope to take their place, so that I can take my turn to train new employees.

